

挤压镁材力学性能及新挤压工艺
表1 镁合金挤压杆、棒及型材的典型室温力学性能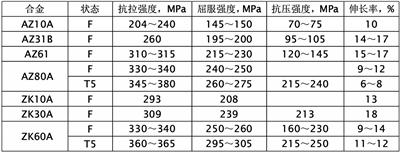
表2 挤压镁合金管材的室温典型力学性能
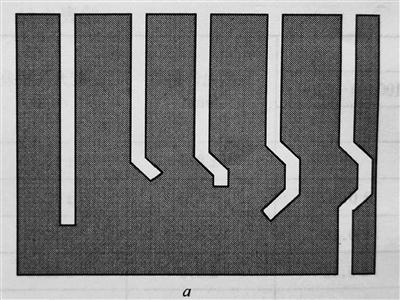
四步等通道挤压的产品及模具示意图(a-产品、b-模具)
有些镁合金,如含Al 5.5%~7%、Mn 0.15%~0.5%、Zn 0.5~1.5%合金的临界变形率为2%~5%,其再结晶温度比其他镁合金的低,其挤压材在矫直后不宜退火。挤压材料的力学性能不仅与合金成分有关,还与挤压工艺参数(温度、变形程度和速度)有关,挤压温度对纯镁的力学性能几乎没有影响。部分镁合金的室温典型力学性能见表1,挤压管材的室温典型力学性能见表2。
等通道挤压和半固态挤压法这两种新的镁合金挤压工艺,早在30多年前就已面世,但并没有被广泛应用。
等通道挤压工艺能大大细化镁合金组织,可使AZ31合金获得平均晶粒尺寸为5μm的细晶组织,可使ZK60合金的平均晶粒达到1.0μm~1.4μm。等通道挤压与适当的退火工艺相结合,可以提高变形镁合金的力学性能。
四道等通道挤压ZK31合金材料在300℃退火后的拉伸能力甚至优于6061铝合金的。AZ91镁合金在等通道挤压后的平均晶粒可细化到约1μm,并在165℃和200℃具有超塑性,伸长率达到661%。
单步等通道挤压是镁合金向冲头方向的右角挤压,右角与冲头方向成30°、60°和90°角。四步等通道挤压可使冲头方向与被挤压材料一致,材料与冲头方向成45°、-45°、-45°、45°角。四步等通道挤压的产品及模具见图。
另一种新工艺是半固态挤压法,与常规热挤压工艺基本相同。挤压锭坯被加热到半固态,固体的体积份数为30%~50%,通过加热温度控制固体量,将半固态锭坯置于挤压模腔体内,施加压力,进行挤压。由于材料在半固态下成形,锭坯变形抗力低,所需挤压力约为常规挤压工艺的20%~25%,因此,调节挤压比的范围大,可获得不同密度的产品。
另外,粉末挤压法与喷射沉积坯料挤压法也有所应用。以上两种挤压法可被认定为高新技术,适合小批量生产,可以挤压成分复杂的合金,获得性能优异的产品。
来源:中国有色金属报





